

硬質透明PVC粒料擠出成型簡介(三)
欄目:行業動態 發布時間:2021-06-01 15:53
3。擠出機的分類 #8226;擠出機的分類:隨著擠出機使用的增加,出現了各種擠出機,并且分類方法很多。 #8226;1根據數量螺釘,可分為單螺桿擠出機和多螺桿擠...
3。擠出機的分類
&擠出機的分類:隨著擠出機使用的增加,出現了各種擠出機,并且分類方法很多。
&1根據數量螺釘,可分為單螺桿擠出機和多螺桿擠出機;
&2根據排氣的可能性,可分為排氣擠出機和非排氣擠出機;
# ##&3根據螺桿的存在,可分為螺桿擠出機和無螺桿擠出機;
&4根據螺桿在空間中的位置,可分為臥式擠出機和立式擠出機
&本章將逐一介紹以上各種擠出機。
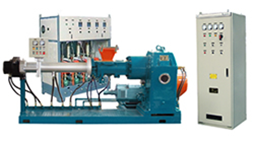
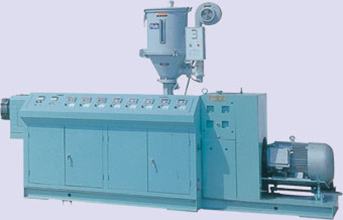
較常用的是臥式單螺桿無孔擠出機,本章將重點介紹。
&塑料擠出機
4。用于硬質透明PVC顆粒的單螺桿擠出機的主要參數
單螺桿擠出機的性能特征通常由以下主要技術參數表示:
&螺桿直徑:指螺釘的外徑,用D表示,以毫米為單位。
American max750mm
&螺釘長度與直徑之比:以L / D表示。其中,L是螺釘的有效長度,即螺紋部分的長度。在此過程中,L定義為從進料口中心線到螺紋末端的長度,D是螺釘的直徑。
&螺釘旋轉范圍:用n表示/min.\\r\\n
&驅動電機功率:用N表示,以千瓦為單位。
德國φ500-3600kwφ600-5000kw
&桶加熱部分編號:用B表示。
&桶加熱功率:用E表示,以千瓦為單位。
&擠出機生產率:以Q表示,以千克/小時為單位。
&機器中心的高度:以H表示,指的是從螺桿中心線到地面。
單位為毫米。
&機器的整體尺寸:長度,寬度和高度。
單位為毫米。
2.1硬質透明PVC粒料擠出機的工作過程
l可以成型和加工塑料橡膠的原因是由于其固有的依賴性
根據該決定。
l從聚合物物理學得知,聚合物通常以玻璃態存在,
高彈性和粘性流動的三種物理狀態。在某些情況下,這
這三個物理狀態將相互轉換。
l塑料橡膠模壓,壓制,壓延,擠壓和注射
需要進行等待
1。擠出過程
塑膠橡膠從加料斗進入料筒后,隨著螺桿的旋轉,逐漸被推向機器頭部的方向。
經歷以下四個階段:
l 1進料段---運輸并開始壓實材料
螺桿凹槽中充滿了疏松的固體顆粒或粉末,并且
l 2壓縮段---壓縮并熔化材料
a。由于阻力,材料被壓實
隨著螺絲槽逐漸變淺,濾網,歧管和
機頭的阻力在塑料橡膠中形成非常高的壓力,從而非常緊密地擠壓材料。
l b。外部熱量和內部熱量的作用使材料熔化
在筒體外部熱量和由混合和剪切作用產生的內部摩擦熱的作用下,塑料橡膠的溫度逐漸升高
對于常規的三段式全飛行螺桿,大約是壓縮段的三分之一,塑料和橡膠在與接觸點接觸的某個點的溫度桶壁達到粘性流動溫度并開始熔化。
c。所有材料都熔化并變成粘性流體狀態
隨著材料向前輸送,熔融材料的數量逐漸增加。
未熔化材料的數量逐漸減少。大約在壓縮段結束時,所有材料熔化并變成粘性流體狀態,但是此時每個點的溫度都不太均勻。
l 3均質段---均質化
均質段后,硬質透明PVC粒料的均質效果相對均勻,較后,螺桿在恒定的壓力和恒定的壓力下將熔融的材料定量地擠入機頭中。
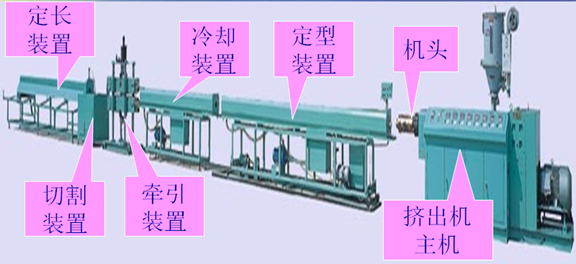
l 4個頭---成型并較終定型
機頭中的模具是模制零件,材料通過該模具獲得一定的橫截面幾何形狀和尺寸。
經過冷卻或硫化等處理后,即可得到成型產品。
總而言之,擠出機的擠出過程可總結如下:
送入硬質透明PVC粒料-輸送-壓實-熔融-均質-擠出成型
&待續...
